





CNC ishlov berish turlari
Mexanik ishlov berish - bu keng ko'lamli texnologiyalar va texnikalarni o'z ichiga olgan ishlab chiqarish atamasi. Taxminan uni mo'ljallangan dizaynga aylantirish uchun quvvat bilan ishlaydigan dastgohlar yordamida ishlov beriladigan qismdan materialni olib tashlash jarayoni sifatida aniqlash mumkin. Ko'pgina metall komponentlar va qismlar ishlab chiqarish jarayonida ma'lum bir ishlov berishni talab qiladi. Boshqa materiallar, masalan, plastmassa, kauchuk va qog'oz buyumlari ham odatda ishlov berish jarayonlari orqali ishlab chiqariladi.
Ishlov berish asboblari turlari
Ishlov berish asboblarining ko'p turlari mavjud va ular mo'ljallangan qismning geometriyasiga erishish uchun ishlab chiqarish jarayonining turli bosqichlarida alohida yoki boshqa asboblar bilan birgalikda ishlatilishi mumkin. Ishlov berish asboblarining asosiy toifalari:
Zerikarli vositalar: Ular odatda materialga oldindan kesilgan teshiklarni kattalashtirish uchun pardozlash uskunasi sifatida ishlatiladi.
Kesish asboblari: Arra va qaychi kabi asboblar kesish asboblariga odatiy misoldir. Ular ko'pincha oldindan belgilangan o'lchamlarga ega bo'lgan materialni, masalan, metall plitalarni kerakli shaklga kesish uchun ishlatiladi.


Burg'ulash asboblari: Ushbu turkum ikki qirrali aylanadigan qurilmalardan iborat bo'lib, aylanish o'qiga parallel ravishda dumaloq teshiklarni yaratadi.
Silliqlash asboblari: Bu asboblar nozik qoplamaga erishish yoki ishlov beriladigan qismda engil kesish uchun aylanadigan g'ildirakni qo'llaydi.
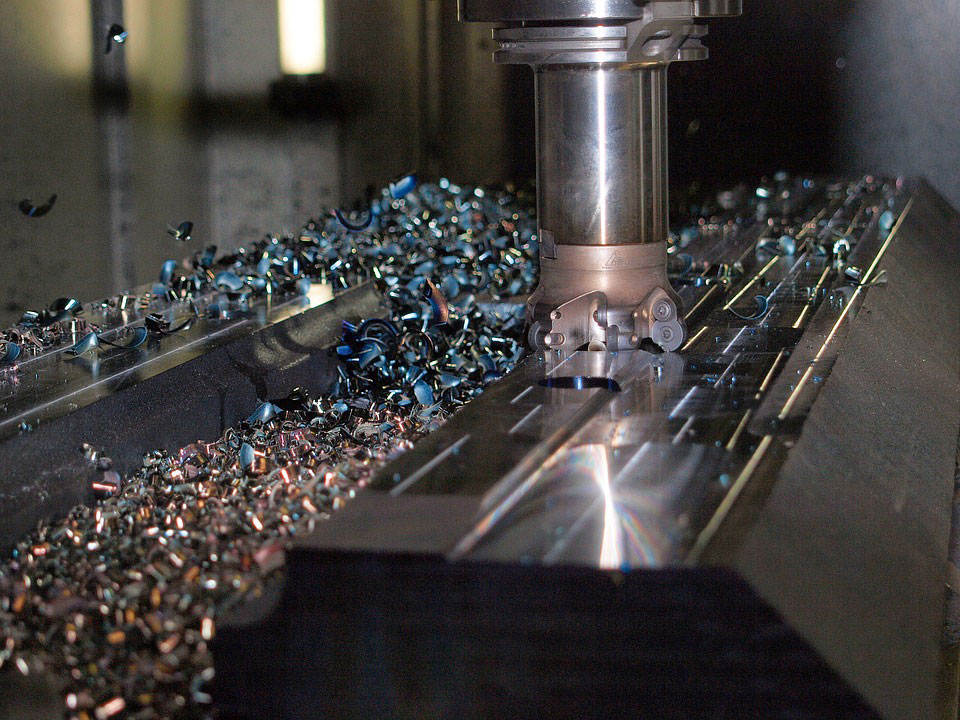
Freze asboblari: Frezeleme asbobi dumaloq bo'lmagan teshiklarni yaratish yoki materialdan noyob dizaynlarni kesish uchun bir nechta pichoqli aylanuvchi kesish joyini ishlatadi.
Burilish asboblari: Ushbu asboblar ishlov beriladigan qismni o'z o'qi bo'ylab aylantiradi, kesish asbob esa uni shakllantirish uchun shakllantiradi. Torna stanoklari torna uskunasining eng keng tarqalgan turi hisoblanadi.
Yonishda ishlov berish texnologiyalarining turlari
Payvandlash va yoqish dastgohlari ish qismini shakllantirish uchun issiqlikdan foydalanadi. Payvandlash va yonishda ishlov berish texnologiyalarining eng keng tarqalgan turlariga quyidagilar kiradi:
Lazerli kesish: Lazer mashinasi tor, yuqori energiyali yorug'lik nurini chiqaradi, bu materialni samarali eritadi, bug'lanadi yoki yondiradi. CO2: YAG lazerlari ishlov berishda ishlatiladigan eng keng tarqalgan turlardir. Lazerli kesish jarayoni po'latni shakllantirish uchun juda mos keladiyoki materialning bir qismiga naqshlarni chizish. Uning afzalliklari orasida yuqori sifatli sirt qoplamasi va haddan tashqari kesish aniqligi mavjud.
Kislorodli yoqilg'ini kesish: Gazni kesish sifatida ham tanilgan ushbu ishlov berish usuli materialni eritish va kesish uchun yoqilg'i gazlari va kislorod aralashmasidan foydalanadi. Asetilen, benzin, vodorod va propan tez-tez yonuvchanligi tufayli gaz muhiti sifatida xizmat qiladi. Ushbu usulning afzalliklari orasida yuqori portativlik, asosiy quvvat manbalariga kam bog'liqlik va mustahkam po'lat navlari kabi qalin yoki qattiq materiallarni kesish qobiliyati kiradi.
Plazma kesish: Plazma mash'alalari inert gazni plazmaga aylantirish uchun elektr yoyini yoqadi. Ushbu plazma juda yuqori haroratga etadi va keraksiz materialni eritish uchun ish qismiga yuqori tezlikda qo'llaniladi. Jarayon ko'pincha aniq kesish kengligi va minimal tayyorgarlik vaqtini talab qiladigan elektr o'tkazuvchan metallarda qo'llaniladi.
Eroziyaga ishlov berish texnologiyalarining turlari
Yonish asboblari ortiqcha zaxiralarni eritish uchun issiqlikni ishlatsa, eroziyaga ishlov berish moslamalari materialni ish qismidan emirish uchun suv yoki elektr energiyasidan foydalanadi. Eroziyani qayta ishlash texnologiyasining ikkita asosiy turi:
Suv oqimi bilan kesish: Bu jarayon materialni kesish uchun yuqori bosimli suv oqimidan foydalanadi. Eroziyani engillashtirish uchun suv oqimiga abraziv kukun qo'shilishi mumkin. Suv oqimini kesish odatda issiqlik ta'sir qiladigan zonadan shikastlanish yoki deformatsiyaga uchragan materiallarda qo'llaniladi.
Elektr chiqarishni qayta ishlash (EDM): Bundan tashqari, uchqunli ishlov berish deb ham ataladigan bu jarayon tezda to'liq kesiklarga olib keladigan mikro-kraterlarni yaratish uchun elektr yoyi razryadlaridan foydalanadi. EDM qattiq materiallarda va yaqin toleranslarda murakkab geometrik shakllarni talab qiladigan ilovalarda qo'llaniladi. EDM asosiy materialning elektr o'tkazuvchanligini talab qiladi, bu esa uni temir qotishmalari bilan cheklaydi.
CNC ishlov berish
Kompyuterda raqamli boshqaruvni qayta ishlash - bu keng ko'lamli uskunalar bilan birgalikda ishlatilishi mumkin bo'lgan kompyuter yordami usuli. Ish qismini oldindan o'rnatilgan parametrlarga muvofiq shakllantirishda ishlov berish vositasini boshqarish uchun odatda G-kod tilida dasturiy ta'minot va dasturlashni talab qiladi. Qo'lda boshqariladigan usullardan farqli o'laroq, CNC ishlov berish avtomatlashtirilgan jarayondir. Uning ba'zi afzalliklari quyidagilardan iborat:
Yuqori ishlab chiqarish tsikllari: CNC dastgohi to'g'ri kodlangandan so'ng, odatda minimal texnik xizmat ko'rsatish yoki ishlamay qolish vaqtini talab qiladi, bu esa tezroq ishlab chiqarish tezligini ta'minlaydi.
Kam ishlab chiqarish xarajatlari: Aylanma tezligi va qo'l mehnatining past talablari tufayli, CNC ishlov berish, ayniqsa, yuqori hajmli ishlab chiqarish uchun tejamkor jarayon bo'lishi mumkin.
Yagona ishlab chiqarish: CNC ishlov berish odatda aniq va o'z mahsulotlari orasida yuqori darajadagi dizayn mustahkamligini beradi.

Nozik ishlov berish
Kichkina kesish toleranslari yoki eng yaxshi sirt qoplamalarini talab qiladigan har qanday ishlov berish jarayoni nozik ishlov berish shakli sifatida qaralishi mumkin. CNC ishlov berish kabi, nozik ishlov berish ko'plab ishlab chiqarish usullari va asboblariga qo'llanilishi mumkin. Qattiqlik, damping va geometrik aniqlik kabi omillar nozik asbobni kesishning aniqligiga ta'sir qilishi mumkin. Harakatni boshqarish va mashinaning tez besleme tezligiga javob berish qobiliyati nozik ishlov berish ilovalarida ham muhimdir.




