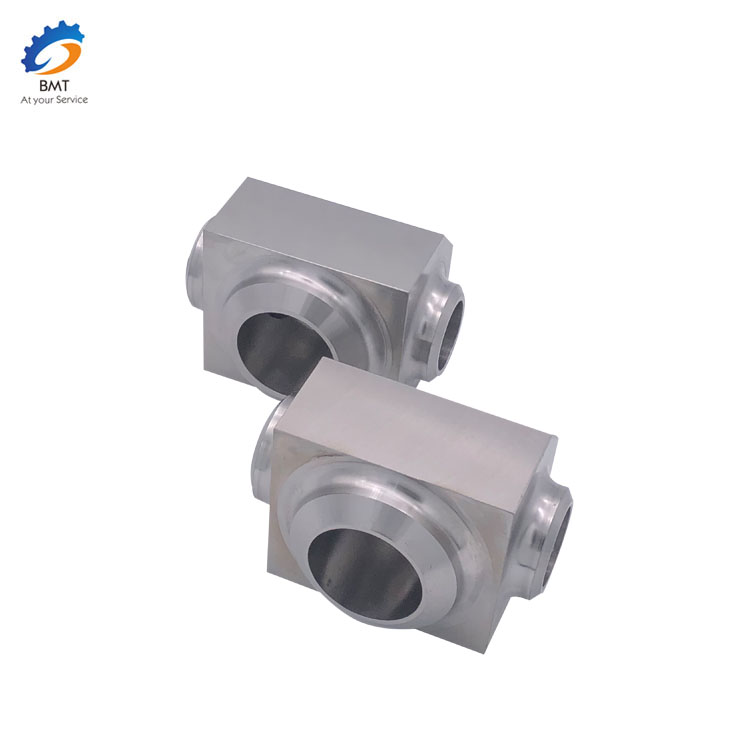
CNC avtomobil qismlarini professional ishlab chiqaruvchisi
BMT nozik ishlov berish, nostandart qismlarga ishlov berish, CNC quyma qismlarga ishlov berish, raqamli boshqaruv avtomobil qismlarini qayta ishlash, yuqori aniqlikdagi qismlarni qayta ishlashda titanium qotishma partiyasi, milya qismlarini qayta ishlash, yarimo'tkazgich uskunalari qismlarini qayta ishlash va boshqalarga ixtisoslashgan bo'lib, boy tajribaga ega, jihozlangan. CNC ishlov berish markazi, CNC torna, tel kesish, frezalash mashinasi, silliqlash mashinasi, o'yilgan, uchta koordinatali o'lchash asbobi, balandlik o'lchash asbobi va boshqa yuqori aniqlikdagi ishlab chiqarish va aniqlash uskunalari bilan.

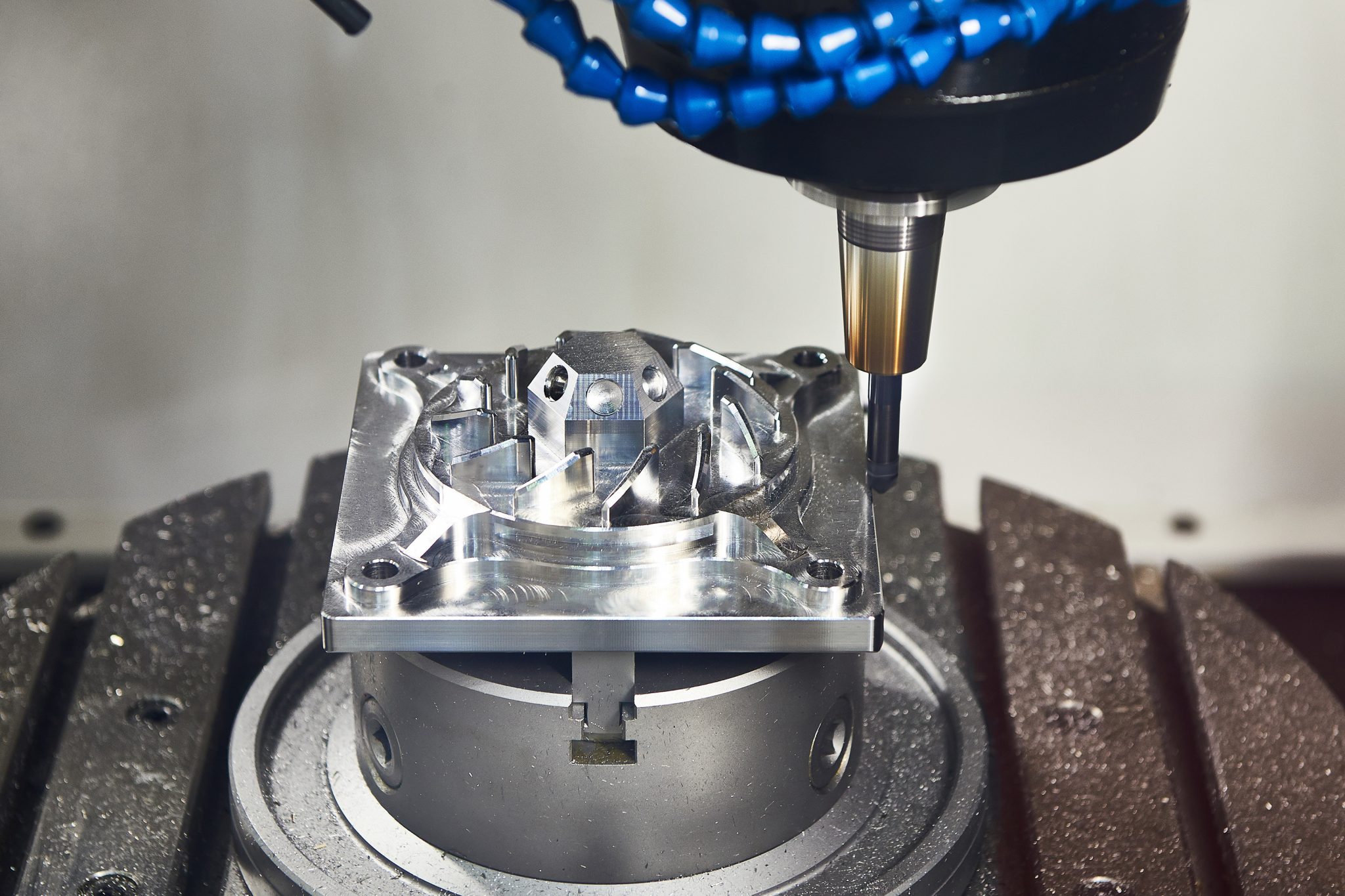
1. Qayta ishlash chizmalarini tahlil qiling va ishlov berish jarayonini aniqlang
Buyurtmachi tomonidan taqdim etilgan ishlov berish chizmalariga ko'ra, texnologik xodimlar shakli, o'lchov aniqligi, sirt pürüzlülüğü, ishlov beriladigan material, bo'sh turi va qismlarning issiqlik bilan ishlov berish holatini tahlil qilishlari mumkin, so'ngra dastgohni, asbobni tanlashi, joylashishni aniqlash siqishini aniqlashi mumkin. qurilma, ishlov berish usuli, ishlov berish ketma-ketligi va kesish dozasining o'lchami. Ishlov berish jarayonini aniqlash jarayonida CNC dastgohining buyruq funktsiyasi to'liq ko'rib chiqilishi kerak, dastgohning samaradorligiga to'liq o'ynash kerak, shuning uchun ishlov berish marshruti oqilona, kamroq pichoq vaqtlari va qisqa ishlov berish vaqti.

2. Asbob yo'li yo'lining koordinata qiymatini oqilona hisoblang
Ishlov berish qismining geometrik o'lchamiga va o'rnatilgan dasturlash koordinata tizimiga ko'ra, to'sar marshruti markazining harakat yo'li hisoblab chiqiladi va kesuvchi holatining barcha ma'lumotlari olinadi. Umumiy CNC tizimi chiziqli interpolyatsiya va dumaloq interpolyatsiya funktsiyasiga ega, nisbatan oddiy tekis shaklli qismlar uchun, masalan, chiziq qismlari va yoy konturlarini qayta ishlash uchun, faqat boshlang'ich nuqtasi va oxirgi nuqtasining geometrik elementlarini, aylananing dumaloq yoyi ( yoki dumaloq yoy radiusi), ikkita geometrik elementning kesishish nuqtasi yoki teginish nuqtasi koordinata qiymati. Agar nc tizimida asbob kompensatsiyasi funksiyasi bo'lmasa, asbob markazining traektoriya koordinata qiymatini hisoblash kerak. Murakkab shaklga ega bo'lgan qismlar uchun (masalan, aylana bo'lmagan egri va sirtdan tashkil topgan qismlar) haqiqiy egri yoki sirtni taxmin qilish uchun to'g'ri chiziq segmentidan (yoki yoy segmentidan) foydalanish va uning koordinata qiymatini hisoblash kerak. kerakli ishlov berish aniqligiga ko'ra tugunlar.
3. Qismlar uchun CNC ishlov berish dasturini yozing
Pichoq marshrutining qismlariga ko'ra, asboblar yo'lini hisoblash uchun ma'lumotlar va jarayon parametrlari aniqlandi va yordamchi harakatlar, dasturlash xodimlari funktsional ko'rsatmalarda va dastur formatida, bo'limda ko'rsatilgan NUMERICAL boshqaruv tizimidan foydalanishga muvofiq bo'lishi mumkin. ishlov berish dasturining qismlarini yozish uchun bo'lim. Quyidagilarga e'tibor qaratish lozim: birinchidan, dastur yozishni standartlashtirish ifodalash va muloqot qilish uchun qulay bo'lishi kerak; Ikkinchidan, to'liq tanishish, ko'nikmalardan foydalanish bo'yicha ko'rsatma, dasturlash ko'nikmalari asosida CNC dastgohi ishlashi va ko'rsatmalaridan foydalanishda.






